温度の多重記録で発酵予測&徹底制御管理

温度の世界も面白い!
醗酵製品の中でも清酒製造は各種工程で細かな温度管理が必要です。それぞれの工程を温度というキーで徹底した解析をしてみるといろいろなことが見えてくるはずと考えその世界にのめり込んでいきました。そしてしだいに醗酵関連微生物の成長衰退の状況、周囲環境の影響が測定する温度の中に見えることが分かってきました。微妙な動きから醗酵の流れが読めるものですね。一緒にそんな世界をのぞいてみませんか!
日本酒もろみの温度事情と対応
日本酒の仕込みタンクの温度を多点短時間間隔で測定してみるとなかなか面白い温度分布を示します。 日本酒醪の初期(留)直後はタンク内部は固形度が高く外部からの冷却が難しく冷媒による温度制御が難しい状況です。特に醪中方向の温度は冷管等で内部冷却しない限り温度は外部より3〜4℃も高くなる場合もあります。(タンク容量形状にも影響される)冷管等で冷却してもその周辺だけが基本冷却されるわけで外部冷却と合わせても均一に冷却は難しいものです。一方発酵初期固形度の高い不均一状況で発酵が立ち上がりその不均一性の存在が日本酒らしい品質を生む所以と語られているようです。そんな中で、1例として弊社のシステムはタンク外側からの冷却が困難な発酵の初期は波状的な外部冷却を行い外部からの侵入熱の除去と外周部の予備冷却を行います。無理な温度管理は行わずこの制御は醪にストレスを与えない自然な醗酵を促します。外気温が高い時期、タンク冷却冷媒温度が低い場合、タンクが小型の場合特に有効な管理システムです。弊社は醗酵醪の成分温度酵母数のムラ等を想像しファジーに制御(AI)微生物が活動し易い環境を整えることが日本酒品質向上に重要と考え、その温度記録制御を単純記録から手軽に対応できる双方向Iot対応システムまで考案しています。どこでも温度どこでも温度制御システム(どこでも温度は弊社登録商標です)
既存タンクの制御導入改造 制御機能を施した新設タンクの購入希望の際是非ご相談ください。
温度グラフが語る醗酵状況(日本酒)

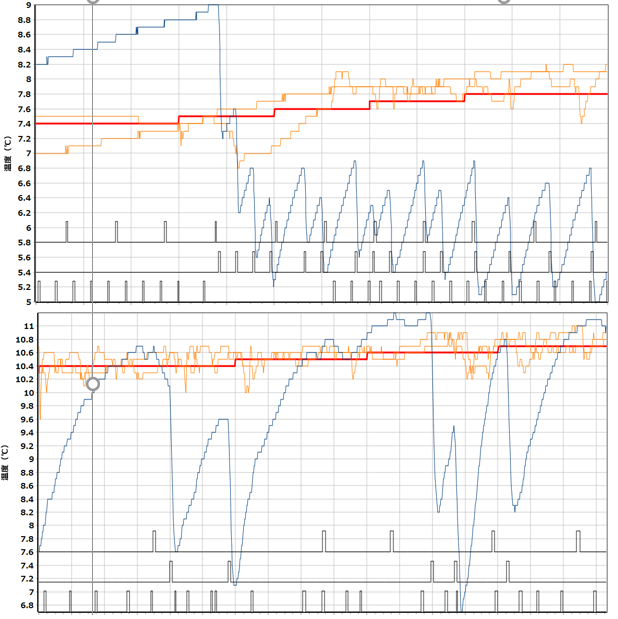
オレンジ折れ線はタンクの中間点と底部に近い醪の温度を測定制御しています。赤色折れ線はもろみ目標制御値を示しています。温度状況として底部の温度は冷却の影響を受けてやや低めの温度を示しながら徐々に醪温度が上昇します。一時的に冷えた醪の一部は温度の高い部分の冷却に寄与し時間の経過とともに均一性を示します。醪の中間温度は目標温度よりやや高めの温度傾向を示しながら制御されます。24時間の2点積算平均温度は目標温度に対して約0.1℃と高精度温度制御を可能としてます。
醪温度制御は一時的な温度変化を気にするより経時的な温度変化積算温度の正確性を重視するのが重要と考えます。局部的な大きな温度低下をもたらさない限り醪の温度経過はトレンドが大事です。本制御は測定点の温度だけでなく多重な温度ファクターより醪の自動制御をしております。
醗酵タンクの温度制御でお悩みの方は是非ご相談ください!